The End of the Steaming Era: How Extruded Technology Achieves a Leap in Nutritional Powder Quality with 1/3 of the Energy Consumption.
If you want to know more story about LOYAL brand, here can help you - https://www.facebook.com/Foodextruderfactory/
1.Market size and growth trends
The global nutritional powder market has shown strong growth in recent years. In 2022, the market size was $32.56 billion, and it is expected to reach $57.51 billion by 2030, with a compound annual growth rate (CAGR) of 7.4%. If broader nutritional supplements (such as therapeutic nutritional powders and meal replacement powders) are included, the market size reached $419.93 billion in 2023 and is projected to reach $976.74 billion by 2032, with a CAGR of 9.95%. The primary drivers of this growth are increasing health awareness, an aging population, and the need for chronic disease prevention. Notably, plant-based protein powders are growing significantly, with pea protein holding
Regional market landscape
- North America leads globally with a 35% share, primarily benefiting from the widespread fitness culture and high e-commerce penetration. The U.S. market dominates, with companies like PepsiCo (through the acquisition of CytoSport) and Herbalife solidifying their advantages through innovative products such as whey protein and functional blends.
- In the Asia-Pacific region, it is the fastest-growing market (CAGR exceeding 7.4%), with China's market size reaching 26.1 billion yuan. Local companies like Sanovo Health and Aland capture market share through contract manufacturing, while India and Southeast Asian countries, driven by demographic dividends andconsumption upgrades, become new growth poles.
- Europe holds a 20% share, ranking third, with mature markets in Germany and the UK where consumers prefer organic and sustainable products, driving demand for pea protein and hemp protein.
- Emerging markets, including Latin America and the Middle East Africa, collectively account for 15%, with the rise of e-commerce channels (such as in Brazil and Saudi Arabia) becoming key drivers for growth.
Market Drivers
• Aging Population: The global population aged 65 and above is projected to increase from 540 million in 2021 to 800 million by 2040, driving demand for nutritional powders tailored for the elderly, such as those for bone health and muscle maintenance.
• Chronic Diseases and Obesity: The global obesity rate has tripled since 1975, leading to a surge in cases of diabetes and cardiovascular diseases, which in turn boosts the demand for meal replacement powders and therapeutic nutrition powders, such as those specifically formulated for diabetics.
• Fitness and Health Upgrades: The sports nutrition sector accounts for more than 50% of the market, with whey protein (holding a 45% share) remaining mainstream. However, plant-based proteins (such as pea and brown rice protein) are growing rapidly due to environmental and vegetarian trends.
• Expansion of E-commerce Channels: Online sales' share is expected to rise from 20% in 2019 to 40% by 2024, with platforms like Amazon and Tmall International becoming key battlegrounds for brands.
Categorization
| Category | Core function positioning | Typical recipe characteristics |
| Infant nutrition powder | Promote growth and development | Add nucleotides (20-25mg/100g), DHA/ARA (in a 1:1 ratio), and galactooligosaccharides (5% content) |
| Youth energy nutrition powder | Exercise recovery and metabolic regulation | BCAA complex formula (leucine: isoleucine: valine = 2:1:1), with conjugated linoleic acid (1.5-2%) added |
| Midlife nutritional powder | Improving sub-health condition | Add gamma-aminobutyric acid (50mg/100g) and Rhodiola rosea extract (standardized Rhodioloside ≥ 0.8%) |
| Nutritional powder for middle-aged and elderly people | Nutritional support for chronic diseases | Diabetes-specific: Low GI formula (glycemic index ≤ 35), with added chromium yeast (chromium content ≥ 100μg/100g) |

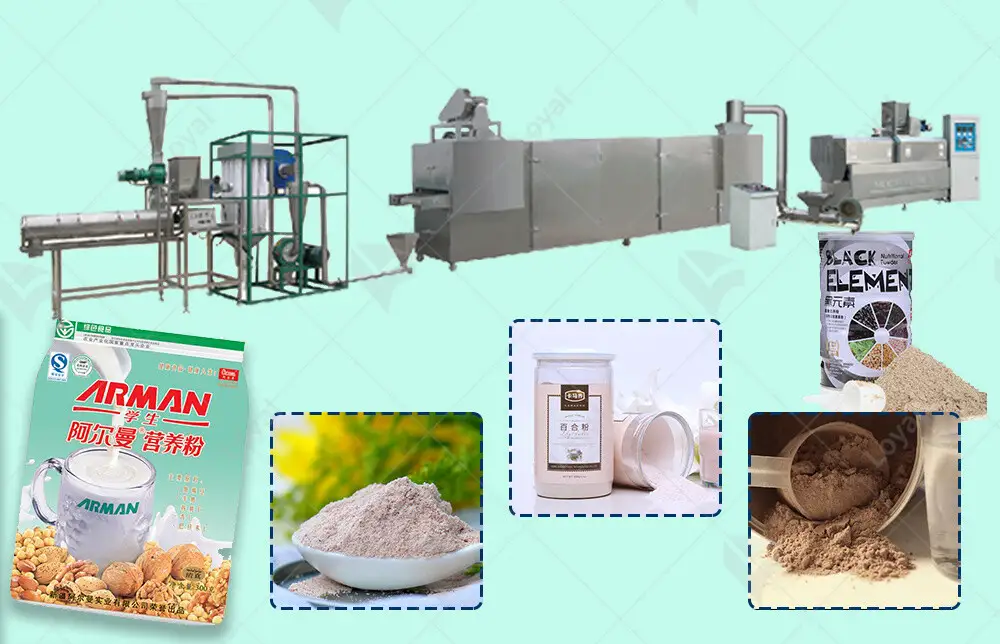
The processof nutritional powder production line
Nutritional baby rice powder food machine list | |
1 | Flour mixer |
2 | Screw conveyor |
3 | Twin screw extruder |
4 | Air conveyor |
5 | Multi- layers oven (electric or gas type) |
6 | Conveyor |
7 | Conveyor/ pvc hoilst |
8 | Automatic grinding machine |
9 | Automatic powder packing machine |
Raw material mixing stage
The nutritional powder production line process begins with the precise proportioning and mixing of raw materials. The flour mixer, as the core equipment, is responsible for thoroughly mixing various grain powders (such as wheat flour, corn flour) with functional additives (vitamins, mineral premixes). The multi-layered blades inside the mixer rotate at specific angles, creating a three-dimensional motion trajectory that ensures even distribution of the powder and trace components. During the mixing process, the equipment controls dust dispersion through a vacuum system and is equipped with humidity sensors to monitor the moisture content of the mixture in real time, providing optimal material conditions for subsequent processes.
Material conveying system
The mixed raw materials are smoothly transferred to the next process via a screw conveyor. This equipment uses an enclosed trough structure, with internal spiral blades transporting the material in a progressive manner, preventing external contamination and avoiding powder layering. For long-distance conveying scenarios, the system is equipped with multi-section interlocking devices, which achieve dynamic matching with downstream equipment through variable frequency speed control.
Extrusion Process
The twin-screw extruder serves as the core processing unit, responsible for both shaping and maturing the material. After the mixed powder enters the barrel, it undergoes physical and chemical modification under the shearing and compressive action of the screws: starch granules fully gelatinize in high-temperature and high-pressure conditions, while proteins undergo moderate denaturation and reorganization. At the die exit, a rotary cutter is equipped to cut the continuously extruded material into uniform particles, forming the basic product shape. This stage uses a segmented temperature control system to precisely adjust the thermal mechanical action intensity in different areas.
Molding Product Transfer System
The pneumatic conveying system uses positive air pressure as the power source to gently convey expanded particles to the drying process. The system's Venturi effect design effectively reduces particle collision damage rates, while specially designed cyclone separators achieve clean separation of material and airflow at the end of the conveying process. The inner walls of the conveying pipes are polished to food-grade standards to prevent cross-contamination risks due to material residue.
Drying and curing process
The multi-layer oven achieves precise temperature control through modular design, with each layer equipped with an independent hot air circulation system. The expanded particles undergo gradient drying on the conveyor belt: the upper layer's high-temperature zone quickly sets the outer structure, the middle layer's constant-temperature zone completes internal moisture migration, and the lower layer's low-temperature zone performs final moisture balancing. The equipment is fitted with waste gas recovery devices that use emitted heat to preheat incoming air, creating an energy-saving closed loop.
Powder preparation stage
The automatic grinder uses a multi-stage crushing principle. It first breaks dry particles into coarse powder using high-speed impact hammers, then separates the powder that meets the required fineness through a turbo classifier. The equipment is equipped with an internal temperature monitoring system that automatically activates the cooling device when the temperature in the crushing chamber exceeds the set threshold, preventing the loss of heat-sensitive nutrients.
Finished product packaging stage
The fully automatic powder packaging machine integrates weighing, filling, and sealing functions. The screw dosing device uses photoelectric sensing technology to precisely control the weight, while the vibration alignment mechanism ensures that the bag opening is fully extended. The heat sealing unit employs pulse heating technology to quickly seal the bags at low temperatures, ensuring strong seals while avoiding the impact of high temperatures on nutritional components.
System integration control
The entirenutritional powder production line is interconnected through a central control system, with data exchange between devices via industrial buses. The visual operation interface displays the real-time status of equipment, triggering a three-level alarm mechanism (audible and visual alerts, automatic deceleration, emergency shutdown) in case of anomalies. The cleaning module uses a CIP online cleaning system to automatically rinse and sterilize equipment pipelines according to preset programs.
This process design fully embodies the continuous and closed characteristics of modern food processing, forming a complete closed loop from raw material input to finished product output. Through intelligent collaboration between devices, it ensures the stability of product physical and chemical indicators while meeting hygiene requirements for food safety production, suitable for large-scale production of various nutrient-enriched powdered products.

Comparison between traditional steaming and modern extrusion puffing technology
Essential Differences in Process Flow:
1. Traditional Steaming Process
Based on intermittent physical processing principles, it follows a segmented operation mode of 'pre-treatment - static steaming - air drying':
◦ The material undergoes prolonged wet heat treatment (usually 40-60 minutes) in a normal pressure steam environment, with starch gelatinization relying on moisture penetration and heat conduction.
◦ After maturation, the material needs to be naturally air-dried or dried with hot air (2-3 hours) to reduce moisture, which can easily lead to nutrient loss and microbial contamination risks.
◦ Each process step relies on manual transfer, involving multiple exposure stages.
2.Modern extrusion technology
Modern extrusion expansion technology employs a continuous thermal-mechanical processing mode, integrating "transportation-shearing-maturation-forming" into one process:
◦The material undergoes high-temperature (120-180℃), high-pressure (3-10MPa) treatment for a short duration (30-50 seconds) within a sealed screw system, where mechanical shearing causes the breakdown of starch molecular chains.
◦The flash effect during expansion rapidly reduces moisture content from 18% to 8%, eliminating the need for separate drying steps.
◦The entire process is conducted in a fully enclosed pipeline system, ensuring that the material is never exposed midway.

Equipment Structure and Energy Consumption Characteristics
- Traditional steaming equipment:
Traditional steaming equipment consists of independent steaming cabinets, drying rooms, and other units, occupying a large area. The steam boiler accounts for more than 60% of the total system energy consumption, with a thermal efficiency of less than 40%. The comprehensive energy consumption per ton of product is about 200-250kW·h, with about 30% of the energy lost through equipment heat dissipation.
- Extrusion system: It features modular design integrating feeding, extrusion, and cutting units, increasing space utilization by 50%. The self-generated heat effect (friction heat) reduces external thermal energy input, with electricity accounting for no more than 20%. An energy recovery device can use the residual heat from exhaust gases to preheat raw materials, reducing the comprehensive energy consumption to 80-100kW·h per ton.
item | Traditional steaming equipment | Extrusion system |
| starch pastillation | 70-80% | 92-98% |
| protein denaturation rate | 25-35% | 8-15% |
| Product Density | 0.6-0.8g/cm³ | 0.2-0.4g/cm³ |
| Dissolving time | 60-90 seconds | 10-15 seconds |
| microbiological control | Preservative required (0.1-0.3%) | Puffed and instantly sterilized (no additives required) |

Technological Upgrade Value
- Increased Production Efficiency
◦ Continuous production has increased daily capacity from 5 tons to 20 tons
◦ Reduced need for operators by 60%, with automation reaching 85%
2. Nutrient Retention Innovation
◦ Vitamin C retention rate increased from 55% to 82%
◦ Probiotic survival rate exceeds 90% (microencapsulation combined with low-temperature extrusion)
3. Sustainability
◦ Carbon emission intensity reduced by 40% (energy consumption decrease + additive-free packaging)
◦ Byproduct (trimmings) recovery rate increased to 95%
The comparison shows that extrusion-expansion technology realizes a paradigm change in food processing through the reconstruction of physical fields, and its characteristics of “energy saving, cleanliness and high efficiency” perfectly fit the needs of the transformation and upgrading of the modern food industry. In the future, with the popularization of intelligent temperature control systems and flexible screw design, this technology will show greater potential in the field of personalized nutritional powder manufacturing.

FAQ:
①What does after-sales service include?
A: • Basic services:
◦ Free installation and commissioning + operation training
◦ 1-year full machine warranty
• Value-added services (optional):
◦ Remote monitoring system (real-time fault diagnosis)
◦ Annual maintenance plan
②Does the equipment meet food safety certification requirements?
A: Certifications: CE, FDA, ISO 22000 certifications.
Material Safety: All parts that come into contact with food are made of 304 stainless steel, eliminating any risk of contamination.
③How automated is the production line? Is it necessary to have a technician operate it?
A: • Automation level:
◦ The entire process from raw material input to packaging is fully automated, requiring only manual input of raw materials and random inspections.
◦ Touchscreen control allows for one-button start-up after parameter settings.
• Operational difficulty:
◦ Ordinary workers can be trained to operate within 1 to 3 days.
◦ We provide operation manuals in both Chinese and English along with a fault code guide.