Everything you Need to Know About Microwave Sterilization Machine
Introduction to Microwave Sterilization Technology
Microwave sterilization technology has emerged as a revolutionary method for ensuring the safety and quality of food products. Unlike conventional sterilization methods such as heat or chemical treatments, microwave sterilization utilizes electromagnetic waves to eliminate harmful microorganisms present in food items. This introduction will provide an overview of the fundamental principles and applications of microwave sterilization machines in the food industry.
Microwave sterilization machines employ electromagnetic waves with frequencies ranging from 300 MHz to 300 GHz to heat food products uniformly and rapidly. These waves penetrate the food and cause the water molecules to vibrate, generating heat throughout the product. As a result, bacteria, viruses, and other pathogens present in the food are effectively destroyed, ensuring its safety for consumption. Moreover, microwave sterilization offers several advantages over traditional methods, including shorter processing times, reduced energy consumption, and preservation of nutritional quality and flavor.
The components of a typical microwave sterilization machine include a microwave generator, a cavity where the food is placed for sterilization, and a control system to regulate the sterilization process. The microwave generator produces electromagnetic waves, which are directed into the cavity where the food is positioned. The control system allows operators to adjust parameters such as power level, exposure time, and temperature to achieve the desired level of sterilization. Additionally, some advanced microwave sterilization machines may incorporate sensors for monitoring and controlling key process variables in real-time, enhancing efficiency and consistency.

Principles of Microwave Sterilization
Microwave sterilization operates on the principle of using electromagnetic waves to target and destroy microorganisms present in food products or other substances. These waves penetrate the material being sterilized and cause the water molecules within it to oscillate rapidly, generating heat through friction. The rapid and uniform heating process effectively kills bacteria, viruses, and other pathogens, making it a highly efficient method for sterilization.
The key principle behind microwave sterilization is selective heating, where only the moisture-containing areas within the product are heated. This selective heating minimizes the risk of overheating or damaging the product while ensuring thorough sterilization. By precisely controlling the intensity and duration of microwave exposure, operators can achieve the desired level of microbial reduction without compromising product quality.
Microwave sterilization relies on the interaction between electromagnetic waves and the molecules present in the material being treated. Unlike conventional sterilization methods that rely on heat conduction, microwave sterilization heats the product from within, leading to faster processing times and improved energy efficiency. This principle allows for shorter processing cycles, reduced energy consumption, and better preservation of the nutritional and sensory qualities of the sterilized products.
Components of Microwave Sterilization Machines
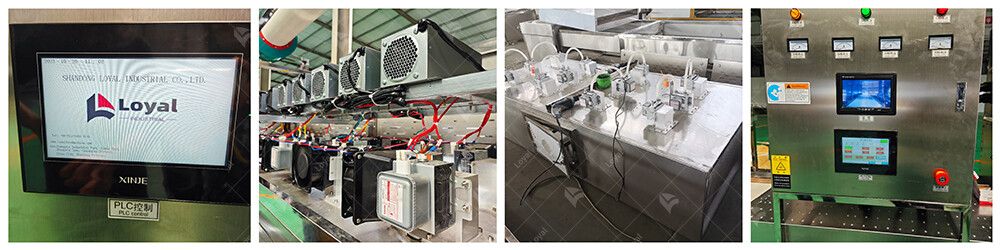
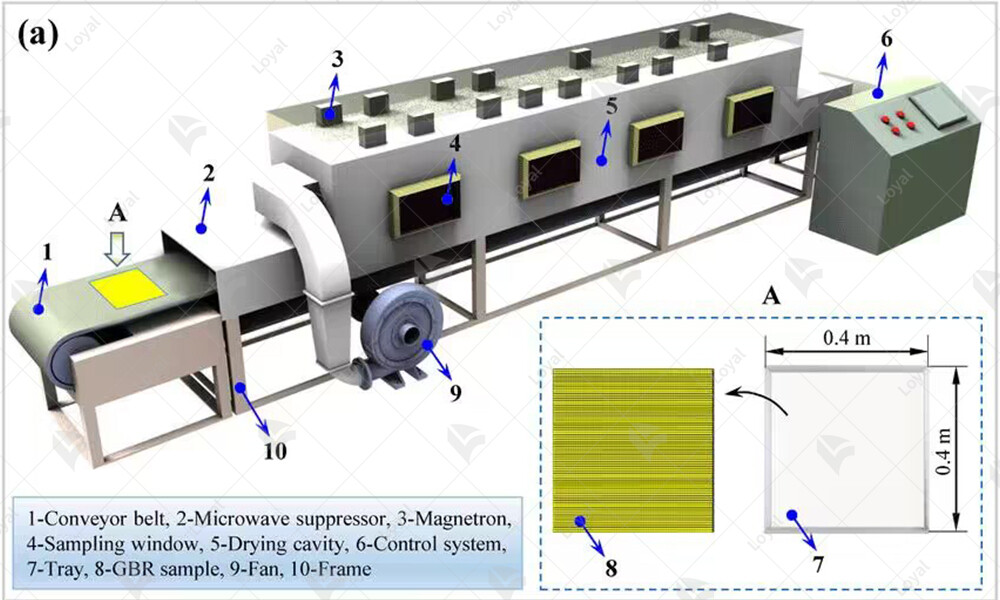
Microwave sterilization machines consist of several essential components that work together to ensure effective and efficient sterilization of food products. One of the primary components is the microwave generator, which produces the electromagnetic waves used for sterilization. These generators are typically equipped with magnetrons, which convert electrical energy into microwave radiation at specific frequencies optimized for sterilization purposes.
Another critical component is the cavity or chamber where the product is placed for sterilization. This cavity is designed to allow for uniform distribution of microwave energy throughout the product, ensuring thorough and consistent heating. The size and configuration of the cavity may vary depending on the type and volume of products being sterilized.
Microwave sterilization machines also feature control systems that allow operators to adjust parameters such as power level, time, and temperature to optimize the sterilization process. Advanced control systems may incorporate sensors and feedback mechanisms to monitor and regulate the sterilization process in real-time, ensuring precise control over the treatment conditions.
Additionally, microwave sterilization machines are equipped with safety features to protect operators and prevent accidents. These features may include interlocks to prevent operation when the chamber door is open, temperature sensors to prevent overheating, and emergency stop buttons for immediate shutdown in case of malfunction or safety hazards.

Advantages of Microwave Sterilization
Firstly, microwave sterilization is remarkably efficient. Unlike conventional methods such as heat pasteurization, which can take hours to complete, microwave sterilization can rapidly eliminate harmful microorganisms in a matter of minutes. This rapid processing time significantly reduces production turnaround, allowing manufacturers to increase output and meet market demands more effectively.
Secondly, microwave sterilization preserves the nutritional quality and sensory attributes of food products. Unlike heat-based methods that can degrade vitamins, enzymes, and flavors, microwave sterilization operates at lower temperatures, minimizing thermal damage to delicate nutrients and preserving the natural taste and texture of foods. This preservation of nutritional value is particularly crucial for sensitive products like fruits, vegetables, and baby food.
Furthermore, microwave sterilization machines offer superior energy efficiency compared to traditional sterilization equipment. By targeting microorganisms directly with electromagnetic waves, microwave technology minimizes heat loss and energy wastage, resulting in lower operational costs and reduced environmental impact. This energy efficiency aligns with the growing demand for sustainable food processing solutions and helps manufacturers optimize resource utilization throughout the production cycle.
Moreover, microwave sterilization machines provide enhanced safety and quality control measures. Unlike chemical sterilization methods that may leave residues or alter food properties, microwave sterilization eliminates the need for additional chemicals, ensuring product purity and safety. Additionally, the precise control and monitoring capabilities of microwave systems allow for consistent and uniform sterilization across batches, minimizing the risk of under- or over-processing and ensuring compliance with regulatory standards.

Applications of Microwave Sterilization Machines
In the beverage sector, microwave sterilization is commonly used for the sterilization of juices, dairy products, and liquid supplements. The rapid and efficient nature of microwave technology allows manufacturers to achieve high levels of microbial reduction without compromising the sensory qualities or nutritional integrity of the beverages. This is particularly advantageous for heat-sensitive liquids like fresh juices and probiotic drinks.
Additionally, microwave sterilization machines are extensively employed in the processing of ready-to-eat meals, pre-packaged foods, and convenience snacks. These systems enable quick and uniform sterilization of packaged food items, extending their shelf life while preserving their taste, texture, and visual appeal. From microwaveable entrees to vacuum-sealed snacks, microwave sterilization ensures the safety and quality of a wide range of convenience foods, meeting consumer demands for convenience and freshness.
Furthermore, microwave sterilization technology is increasingly being adopted in the preservation of herbs, spices, and botanical extracts. By effectively eliminating pathogens and spoilage organisms, microwave sterilization helps maintain the potency, aroma, and flavor profile of culinary herbs and medicinal plants, ensuring product efficacy and consumer satisfaction. This application is particularly relevant in the herbal supplements and natural remedies market, where product quality and purity are paramount.

Comparison with Conventional Sterilization Methods
Microwave sterilization machines offer several advantages over conventional sterilization methods commonly used in the food industry. One key difference lies in the speed of the sterilization process. Microwave sterilization is significantly faster compared to traditional methods such as steam or hot water sterilization. This rapid sterilization time not only increases productivity but also minimizes the exposure of food products to heat, preserving their nutritional value and sensory characteristics.
Moreover, microwave sterilization machines provide more uniform heating throughout the product, ensuring thorough sterilization without hot spots or cold zones. In contrast, conventional methods may struggle to achieve consistent heating, leading to uneven sterilization and potential quality issues. Additionally, microwave sterilization can penetrate deeper into the food product, effectively sterilizing even dense or thick materials that may pose challenges for other sterilization methods.
Furthermore, microwave sterilization offers greater energy efficiency compared to conventional methods. Since microwaves directly heat the food product, there is minimal energy wasted on heating the surrounding environment, as is the case with steam or hot water sterilization. This energy efficiency not only reduces operating costs but also contributes to sustainability efforts by lowering overall energy consumption and greenhouse gas emissions.

Factors Influencing Microwave Sterilization Efficiency
Several factors influence the efficiency of microwave sterilization machines in the food industry. One critical factor is the moisture content of the food product. Microwave energy interacts with water molecules to generate heat, so foods with higher moisture content tend to sterilize more efficiently. Conversely, dry or low-moisture foods may require longer processing times or adjustments to achieve adequate sterilization.
Another important factor is the composition and geometry of the food product. Microwave energy behaves differently depending on the material's dielectric properties, shape, and thickness. Products with uniform composition and geometry are more easily sterilized using microwaves, while heterogeneous or irregularly shaped items may require optimization of processing parameters to ensure thorough sterilization.
Additionally, the design and power output of the microwave sterilization equipment play a significant role in efficiency. Machines with higher power output can deliver more intense microwave energy, reducing sterilization time and improving overall efficiency. Proper calibration and maintenance of equipment are also essential to ensure consistent performance and optimal sterilization results.
Furthermore, the packaging materials used can impact microwave sterilization efficiency. While certain packaging materials are microwave-transparent and allow for efficient heating of the food product, others may absorb or reflect microwave energy, affecting sterilization effectiveness. Selecting appropriate packaging materials and designs is therefore crucial for maximizing efficiency and maintaining product quality.

Safety Measures for Operating Microwave Sterilization Equipment
Safety is paramount when operating microwave sterilization equipment in the food industry to minimize the risk of accidents and ensure the well-being of workers. One fundamental safety measure is proper training for personnel involved in operating and maintaining the equipment. Training should cover equipment operation, safety protocols, emergency procedures, and proper handling of food products to prevent injuries and equipment damage.
Additionally, it is essential to regularly inspect and maintain microwave sterilization machines to ensure they are in good working condition. Routine maintenance tasks may include cleaning, lubrication, calibration, and inspection of electrical components to identify and address any potential hazards or malfunctions promptly. Following the manufacturer's maintenance guidelines and scheduling regular inspections can help prevent accidents and prolong equipment lifespan.
Furthermore, operators should adhere to established safety protocols when loading and unloading food products into the microwave sterilization equipment. Proper positioning and arrangement of items inside the chamber ensure uniform heating and effective sterilization while minimizing the risk of spills, splatters, or contact with hot surfaces. Using appropriate personal protective equipment, such as heat-resistant gloves and aprons, can also reduce the risk of burns or other injuries during operation.
Moreover, it is crucial to monitor the equipment closely during operation and respond promptly to any abnormal conditions or alarms. Operators should be vigilant for signs of overheating, arcing, or unusual odors, which may indicate potential safety hazards or equipment malfunctions. In the event of an emergency, such as a fire or electrical malfunction, operators should follow established emergency procedures, including shutting off power to the equipment and evacuating the area if necessary.

Maintenance and Cleaning Guidelines for Microwave Sterilization Machines
1. Regular Inspection: Conduct routine inspections of the microwave sterilization machine to identify any signs of wear, damage, or malfunction. Check all components, including the microwave source, conveyor system, control panel, and safety mechanisms.
2. Cleaning Procedures: Develop a comprehensive cleaning protocol for the microwave sterilization machine. Use approved cleaning agents and follow manufacturer recommendations to avoid damaging sensitive components. Pay special attention to areas prone to food buildup, such as the conveyor belt and chamber walls.
3. Remove Residue: After each sterilization cycle, remove any food residue or debris from the interior of the sterilization chamber. Failure to clean thoroughly may lead to contamination and affect the sterilization process's efficacy.
4. Sanitization Practices: Implement proper sanitization practices to prevent microbial growth and cross-contamination. Disinfect all surfaces that come into contact with food products using food-safe sanitizers. Regularly sanitize conveyor belts, trays, and other accessories used in the sterilization process.
Future Trends in Microwave Sterilization Technology
Microwave sterilization technology continues to evolve, driven by advancements in research, engineering, and consumer demand for safe and efficient food processing methods. Here are some future trends to watch:
Researchers are exploring ways to improve the efficiency of microwave sterilization machines by optimizing energy consumption, reducing processing times, and enhancing heat distribution within the sterilization chamber. These advancements aim to increase throughput and lower operating costs for food manufacturers.
Future microwave sterilization machines may incorporate advanced sensors and automation technology to monitor and control the sterilization process more accurately. Real-time data analysis and feedback mechanisms can optimize sterilization parameters, improve product quality, and ensure compliance with safety standards.
Manufacturers are exploring the development of modular and customizable microwave sterilization systems to accommodate various food products, processing requirements, and production scales. These flexible solutions enable food producers to adapt quickly to changing market demands and regulatory requirements.
As sustainability becomes increasingly important in the food industry, future microwave sterilization technologies may focus on reducing environmental impact. This includes optimizing energy efficiency, minimizing water usage, and exploring alternative packaging materials that are compatible with microwave sterilization processes.
In conclusion, maintenance and cleaning are essential for ensuring the reliable operation of microwave sterilization machines and maintaining food safety standards. Looking ahead, future trends in microwave sterilization technology are poised to drive innovation, efficiency, and sustainability in the food processing industry. By embracing these advancements, food manufacturers can enhance product quality, streamline operations, and meet the evolving needs of consumers and regulatory authorities.

References
1.Tetra Pak : https://www.tetrapak.com
2.Jinan Kelid Machinery Co., Ltd.: http://www.kldfoodmachine.com
3. GEA : https://www.gea.com
4. MAX Industrial Microwave: https://www.maxindustrialmicrowave.com
5. Marel: https://marel.com